摘要 介绍了机械产品国产化的图纸转换工作的主要内容,结合实例重点介绍了英制与公制的转换和国产化零件设计的方法。
关键词 机械设计 国产化 图纸转换
在以许可证贸易(Licensing)方式进行技术引进(Acquisition of Technology)机械产品的国产化工作中,图纸转换工作是对引进技术的消化、推广和提高的前提。由于技术转让国国与国之间的观念、习惯、资源条件、技术标准和语言文字存在的差异,以及所处的科技发展水平和基础结构条件的不同,图纸转换工作决不是简单地将外文翻译成中文的过程;而是在吸收其先进的技术专利和技术秘密(Know-how)的基础上,以加快实现国产化为目的,结合科研而进行重新设计的过程。本文以对英国和德国图纸的转换为例,介绍图纸转换的主要工作。
1 准备工作
⑴ 人员的选择安排。由于结合技术引进的产品国产化工程既可以为企业培养和提高自身技术、管理人员的业务能力,又是企业增强自主开发新技术能力的契机,所以应优先在公司内部挑选技术水平高、外语及计算机能力强,且具有刻苦钻研精神和发展潜质的人员。人数需根据工作量大小合理安排,切勿分散和过滥。同时,还需做好技术保密工作。
⑵ 知识储备。参与图纸转换的设计、管理人员应通过各种渠道收集相关资料和国内外最新的专利技术资料,增强对即将从事设计产品的理性认识,并备齐所需资料及手册等工具书。
⑶ 样品散件和总成各一套。
⑷ 完整的全套图纸一份。由于技术转让方的图纸管理、交流及其它一些原因,很难保证全套图纸一次到位。通常采用并行工程的工作方法,即图纸转换工作和索要缺少图纸的工作同步进行。对一些实在无法到位的图纸,其零件设计只能通过测绘进行。另外,需科学客观地分析引进图纸的内容。如果图纸与样品不符,在理性分析的基础上,优先以样品作为设计的依据。
⑸ 绘图的软、硬件工具。除计算机和绘图软件外,还包括一些常用的徒手绘图辅助工具。
2 零件的分类和编号
为了便于图纸管理,需要将机械产品的组成零(部)件进行分类和编号。在分类前,需要进行加工工艺方案的分析与选择。确定工艺方案时,需结合国情和企业所在地区及企业自身技术发展现状,综合分析其加工工艺性、经济性和加工周期等因素的影响,进行合理的选择。如,国外采用激光切割加工的板类零件,在其国产化时,现阶段一般改用冲压或铸造工艺来加工;又如,对批量较小的锻件,在满足结构性能要求的前提下,可通过选用性能相对较好的材料,采用金属切削加工方法代替,进而节省模具及工装费用,降低产品成本。根据加工和来源零(部)件可分为:标准件、总成件、铸件、机加件(锻压件、压延件、轴类机加件、板类机加件和复杂机加件等)、橡胶塑料件和进口件等。但为了便于图纸转换工作,通常将其分为:a.标准件;b.总成件;c.进口件;d.国产化零件等。
零件的编号是为每种零件指定唯一的零件号和图号。从国产化产品出口返销的角度出发,尽量采用原进口件的编号号码;而属国产化过程中增加的零(部)件,应依据本公司零件号和图号的编号原则进行操作。
3 图纸转换
图纸是工程界的技术语言,起着存储、传递设计和制造信息的作用。各国图纸在图幅、视图布置、字体和图线等方面都有自己的标准和习惯。转换后的图纸从外观上要满足GB4457~4460-84的要求。另外,在图纸的标题栏内可适当增加原设计、翻译和译校等栏目。
3. 1 文字翻译
按照专业科技外文的翻译技巧和习惯进行,在此不作赘述。
3. 2 英制与公制的转换
在图纸的转换工作中,英制与公制的转换是图纸转换工作的重点和难点,公英制换算主要分以下两种情况:
⑴ 无标准件的配合尺寸和外形尺寸。此种情况可直接通过1″=25.4 mm的换算公式进行转换。
⑵ 有标准件的配合尺寸。换算为公制后,可能(绝大多数)标准件找不到相同规格的国产标准件。如果从国家标准(GB)中选用相近尺寸的标准件来代替该标准件,必将导致与其相配零(部)件的尺寸改变。此时,需综合分析由此引发的尺寸改变对产品的结构和工作性能(强度、运动学及动力学性能)产生的影响。如果对产品的性能有较大负面影响,应严格按照原尺寸设计非标件;否则,在满足性能要求的前提下,应保证该件优先选用国产(GB)标准件。下面以一实例介绍英制与公制的转换,此处为了表述问题的简洁,仅以径向尺寸为例。
图1所示的摆动机构中,各零件的径向尺寸由英制换算成公制后的数据如表1所示。
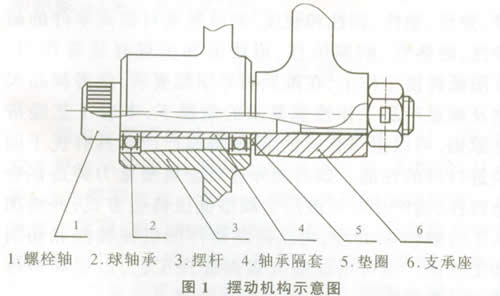


该机构采用了2种标准件:①. 螺栓;②. 轴承。由于设计制造非标准轴承而增加的成本远远高于设计制造非标准螺栓相应增加的成本,所以,此例中转换后选用GB279-88中180103轴承,其它零件尺寸相应改动情况如表2所示。表2的数据分析如下:a. 摆杆孔的尺寸基本保持不变;b. 支承座内径增加1 mm,但机械性能仍满足要求;c. 螺栓轴光杆部位直径增加约1mm,加强了螺栓轴强度。经总成试验表明,该机构国产化后的机械性能达到了进口组装件(CKD)的水平。
3. 3 标准件的选用
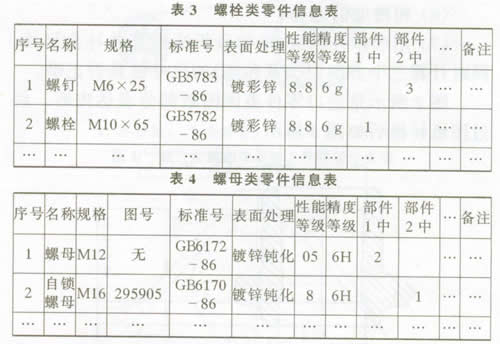
选用标准件既是压缩设计和降低制造成本的重要手段,也是实现标准化、系列化和通用化的基础。对机械产品中选用的标准件,不必单独制图,只需选定标准号、规格和附上一些必要的补充说明即可;对标准件的二次加工件,如锁紧螺母等,还需辅以图纸说明。在图纸转换工作中,可以通过制表汇总该机械产品所用标准件的标准号、规格和图号(标准件的二次加工件)。螺纹联接是四种常用联接方式之一,下面就以螺纹类零件为例,汇总后的零件信息如表3和表4所示。
3. 4 总成件的设计
总成件是指从机械产品中分解出来的部件,由于其独特的整体性,在本次国产化的生产安排中,不计划将其进一步分解,决定由外协单位单独提供的独立部件,通常由专业厂家生产、装配。如球节、十字轴万向节等。对于总成件,只需设计功能图(即含有外形尺寸、技术要求和试验要求的图纸)。国产化时,连同进口样品提供给供应商,由供应商负责完成国产化工作,国产化样品由本公司国产化项目组验收、确认。必要时,需供应商提供通过认证的试验报告书。
3. 5 进口件的确定
技术引进的机械产品中的某些零(部)件,从加工工艺经济性角度出发,决定了在大批量生产前或短期内不计划将其国产化,在此统称这类零(部)件为进口件。对于进口件,通常只绘制出其外形尺寸图作为绘制装配图及检验入库的参考。
3. 6 国产化零件的设计
国产化零件是指引进机械产品中分解出来计划国产化的零件(不含标准件和总成件)。对此类零件的设计,在国产化初期的图纸转换工作中,通常保持其结构型式不变。此时,进行合理的尺寸标注和技术要求标注是设计的重点和难点。
我国的公差与配合标准已采用了国际公差制,在常用尺寸段中列入了优先、常用和一般用途的孔、轴公差带,提供的优先和常用配合,是设计过程的参考和选用标准及依据。
通过对国产化零件的机构分析和表达方式的确定,及在对其工作性能和加工、测量方法充分理解的基础上,标注零件尺寸和技术要求的方法步骤如下:
⑴ 基准的选择;
⑵ 公差等级的选择;
⑶ 配合的选择;
⑷ 考虑设计要求,标注出功能尺寸(包含尺寸公差、形状与位置公差);
⑸ 考虑工艺要求,标注非功能尺寸;
⑹ 粗糙度的选择;
⑺ 用形体分析法、结构分析法检查并补全尺寸,同时计算三个方向(长、宽和高)的尺寸链是否正确。
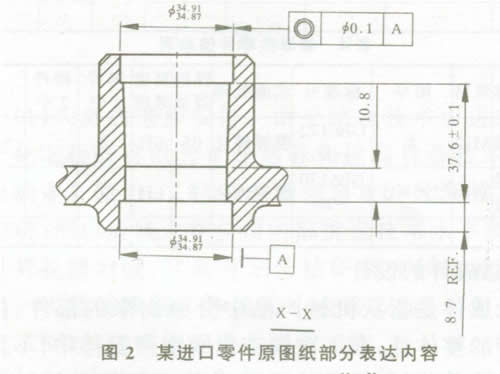
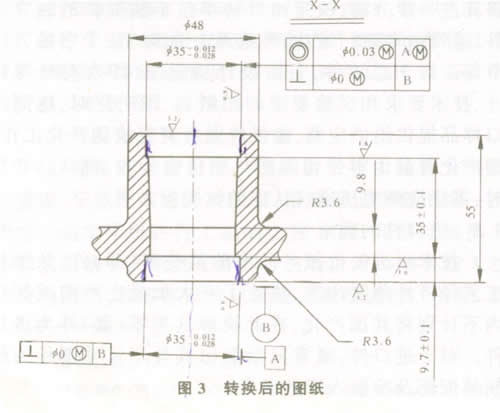
图2所示是进口零件英国图纸部分表达内容。经过图纸转换后如图3所示。
3. 7 材料的选择
⑴ 图纸中已注明材料牌号的零件。如果是本单位资料手册较全的材料,如钢铁材料,可直接通过《钢铁产品中外牌号对照》手册查出对应国产材料牌号;或者先查出国外牌号的化学成分、物理性能和机械性能参数,然后查找具有相近化学成分、物理性能和机械性能的国产材料牌号,并保证所选国产材料于该结构中的主要应用性能参数不低于原件材料的对应参数。对本单位资料手册不全的材料,如橡胶材料,可将关于该材料所知的化学成分、物理性能和机械性能要求列成表附在产品图纸上的材料技术性能要求栏目下(如表5所示),随同样品提供给供应商,供应商提议可选国产材料名称及其参数,之后由国产化项目组选定并确认。

⑵ 无图纸或图纸上未注材料牌号的零件。a.可根据零件的技术性能要求来选定;b.由材料鉴定部门鉴定;c.与供应商协同解决。
材料标注需根据材料的形状(如,板、带、管、棒、锭等)、状态(如,正火、退火、热轧、不热处理等)标注出合理的标准号。同时,材料选择也需考虑批量的影响,如粉末冶金材料,在得到其外形尺寸要求时,均需要模具。在小批量时,应尽量选用替代材料。
3. 8 热处理和表面处理
热处理和表面处理对金属材料的机械性能(如强度、弹性、塑性、韧性和硬度)的改善及对提高零件的耐磨性、耐热性、耐腐蚀性、耐疲劳和美观有显著作用。在图纸转换工作中,在按照国外图纸要求、参考样品实物及满足产品工作性能要求的前提下,本着工艺经济性原则,可以适当有所创新,使得国产产品具有优于同类进口件的性能。如对国外进口金属型重力铸造铝合金铸件,国产化时可改用金属型低压铸造方式,并增加人工时效(T6)处理,用以提高铸件的机械性能和切削加工性能。也可增加喷丸表面处理工艺,以提高铸件表面的美观。
3. 9 装配图及安装图的设计
装配图是反映设计意图的图纸,通常在设计(或测绘)机械产品时,首先绘制装配图,然后拆画零件图。但在引进产品的图纸转换工作中,一般先画零件图,然后再画装配图。同时,通过绘制装配图的过程,可以检验零件设计的正确性。
安装图是表达机械产品(部件)在机器中布置(安装)方案的图纸,其安装方案通常随与之相配的总成变化而改变。如汽车远程机械式变速控制器的安装方案,随着变速器型号的不同,控制器的转换器与变速器的联接方案都将发生改变。安装图需表达出安装所需的尺寸数据和技术要求。在设计安装图后,再拆画安装附件的零件图,并统一安装图及安装附件的零件图的编号,便于图纸和零件的管理。
3. 10 图纸的校核和审批
引进机械产品经图纸转换后的成套图纸,在通过企业内部和合作单位的相关部门的校核,审批合格后,即得到引进产品图纸转换后的国产化图纸初稿,作为产品国产化的依据。
4 总结
引进机械产品的图纸转换工作,作为产品国产化的首要工作之一,转换得到的图纸远非最终的国产化
产品的图纸,在经历零件和总成的设计、制造和试验;产品的试装配和客户的试安装及使用反馈后,还需进行优化设计,有时甚至要做重大的结构修改。所以,图纸转换工作一直贯穿于国产化进程的每一个环节,关系到产品国产化的成败,是一项系统工程。
