胡占齐 周应军 李宇鹏 崔云起
燕山大学机械工程学院
摘要 建立了线切割加工中放电参数与加工效果之间的神经网络模型,给出了放电参数的优化方法。该方法已用于线切割CAD/CAM系统,实现了放电参数的自动选择。
叙词 线切割机 神经网络 工艺参数选择
0 前言
电火花线切割加工为机械制造中某些特殊材料和特殊形状工件的加工提供了切实可行的方法。我国的快走丝线切割机在国际上更是独树一帜。由于人们至今还无法确立放电参数与加工效果之间关系的准确数学模型,线切割工艺在实际应用中的一个普遍问题,是加工效果主要取决于操作者的技术水平。一般操作者要较长时间的积累经验,才能熟练地操作线切割机床。
解决这一问题的一般途径是由线切割机床生产厂家提供工艺参数表,以帮助用户合理地选择电加工工艺参数。这种方法有一定的局限性,并且和完善的CAM系统的要求还有距离。随着CAD/CAM技术的进步,人们希望能用人工智能的方法建立起放电参数和工艺效果之间关系的模型。并在此基础上实现放电参数的自动选择。作者在这方面也做了一些尝试,针对快走丝线切割机的特点,建立了主要工艺参数脉宽、脉间和峰值电流与反映加工效果的切割速度和表面粗糙度之间的神经网络模型。在此基础上按照“满足表面粗糙度要求的前提下实现最大切割速度”的要求,优化选择工艺参数,达到了比较满意的效果。
1 工艺参数和加工效果之间的关系模型
1. 1 工艺参数和加工效果之间的神经网络模型

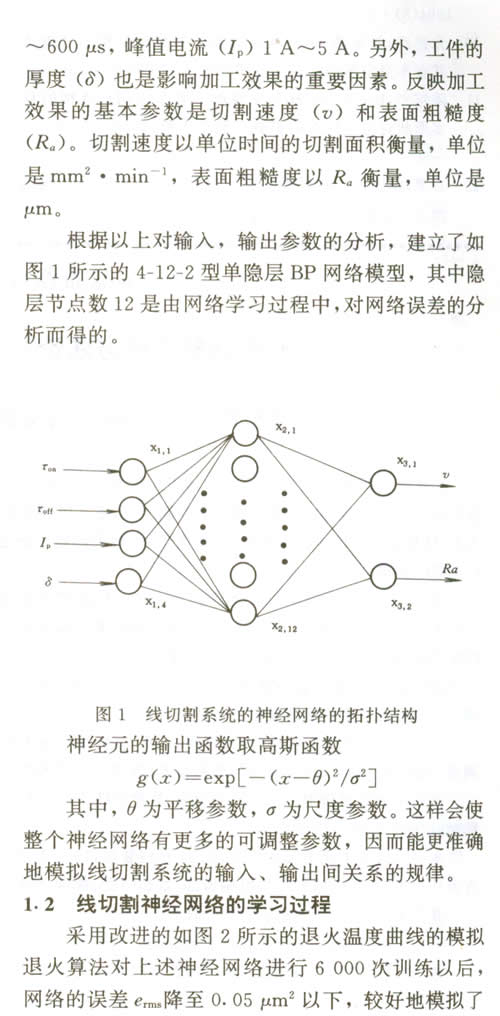
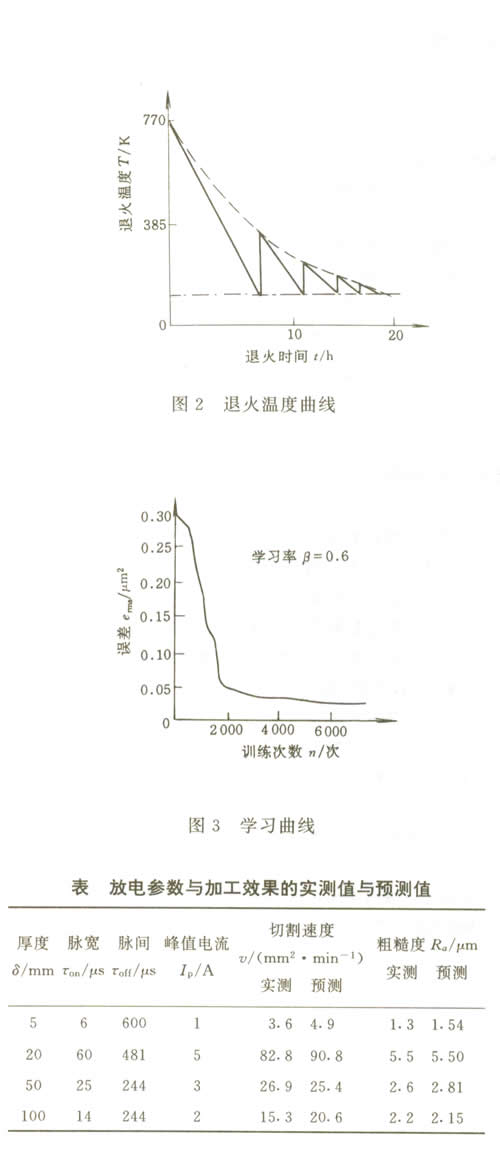
示。表为几种常用放电参数下加工效果的测量值和预测值结果相当接近。
2 工艺参数的优化
在上述神经网络模型的基础上,可以用优化的方法实现工艺参数的自动选择。优化的原则是:在保证工件表面粗糙度要求的前提下,实现最大的加工效率。优化方法的选择需保证系统在线要求,即所用时间尽量的短。根据这一问题的特殊性,采用了穷举的方法。在最优值的搜索中应用了人工控制中的一些知识。如:
⑴ 为提高效率,降低电极丝损耗,脉冲宽度和电流峰值的比值应限制在一定范围。
⑵ 脉宽小,脉间大,峰值电流值较小时,工件表面粗糙度较低。
⑶ 放电参数相同时,工件厚度越小,粗糙度值越大。
由于应用了上述方法,使得优化时间每次都小于0.5s。完全满足在线应用的要求。
3 在CAM系统中工艺参数的自动选择
将该方法用于线切割CAM系统后,系统可针对不同的用户给出不同的工参数选择方式;对于没有使用经验的用户,可选择自动方式,用该方式可达到基本满意的加工效果,对于有经验的用户,可以在自动选择所给出的工艺参数的基础上,改变某一个或几个参数实现更加优异的加工效果,或者适应用户的特殊要求。
4 结论
⑴ 给出的神经网络模型较准确地反映了电火花线切割输入、输出参数的关系,可以用于线切割机放电参数的自动选择。
⑵ 用优化的方法选择放电参数时,需借助人工选择的一些知识以加快寻优过程,满足在线控制的要求。
⑶ 放电参数自动选择的实现方法可行,提高了线切割CAM系统的智能化水平。
